From Toolmaker to Operational Excellence Engineer — My Journey (And Why It Saves You Money)
Most consultants haven’t built tools or faced failing runs at 5am. I have. Over 25 years—from toolmaker to operational excellence—I’ve learned where manufacturers lose money and how to stop it. That’s the foundation behind CostDown and why it matters.

The Problem: Consultants Who've Never Touched a Machine
Here's something that frustrates me about the manufacturing consulting world: too many advisors are working from spreadsheets and theory. They've read the textbook on Lean. They can draw a value stream map on a whiteboard. But they've never actually had to fix a broken jig at 6am with production breathing down their neck.
That disconnect costs manufacturing businesses real money. Recommendations that look brilliant on paper fall apart on the shop floor. Solutions get implemented, operators work around them, and six months later you're back to square one — except now you've also paid a consulting fee.
I built CostDown to be different. My advice comes from hands-on experience — decades of it — across toolmaking, design engineering, R&D, production, and operations. Every recommendation I make has been tested in the real world, under real production pressure, with real financial constraints.
My Journey: Where It All Started
Phase 1 — The Toolmaker (2000–2010)
I started my career the old-fashioned way: as a toolmaker. I completed my Diploma of Tool & Die Making at GTTC in 2000 and went straight into manufacturing at TDT Sealpack.
Toolmaking teaches you things no university can. You learn to think in tolerances measured in hundredths of a millimetre. You develop an instinct for how materials behave, how assemblies fit, and where processes fail. Most critically, you learn that every design decision has a cost consequence.
Those early years gave me a foundational understanding that still drives everything I do today: if you don't understand how something is made, you can't optimise how it's produced.
Phase 2 — The Design Engineer (2010–2018)
From toolmaking, I moved into design engineering — working across mining, medical devices, construction, and industrial products. My roles took me through companies like Halley & Mellowes (mining), Orica (mobile unit design), NID (machine design), Oventus (medical product design), and Genstairs (site design).
Each role added a new lens:
| Role | Industry | Key Lesson for Cost Reduction |
|---|---|---|
| Mining Designer — Halley & Mellowes | Mining & Heavy Industry | Design for harsh environments; durability reduces lifetime cost |
| Mobile Unit Designer — Orica | Explosives & Mining Services | Compactness and modularity slash manufacturing and transport costs |
| Machine Designer — NID | Industrial Equipment | Simplify mechanisms to cut parts count and assembly time |
| Product Designer — Oventus | Medical Devices | Precision and quality systems prevent costly rework and recalls |
| Site Designer — Genstairs | Construction & Stairs | Standardisation across projects drives speed and reduces errors |
At Genstairs alone, I reduced design time by 20%. At Horiso, I improved CNC workflow productivity by 25%. These weren't theoretical improvements — they were hard dollars saved, measured in reduced labour hours and faster delivery.
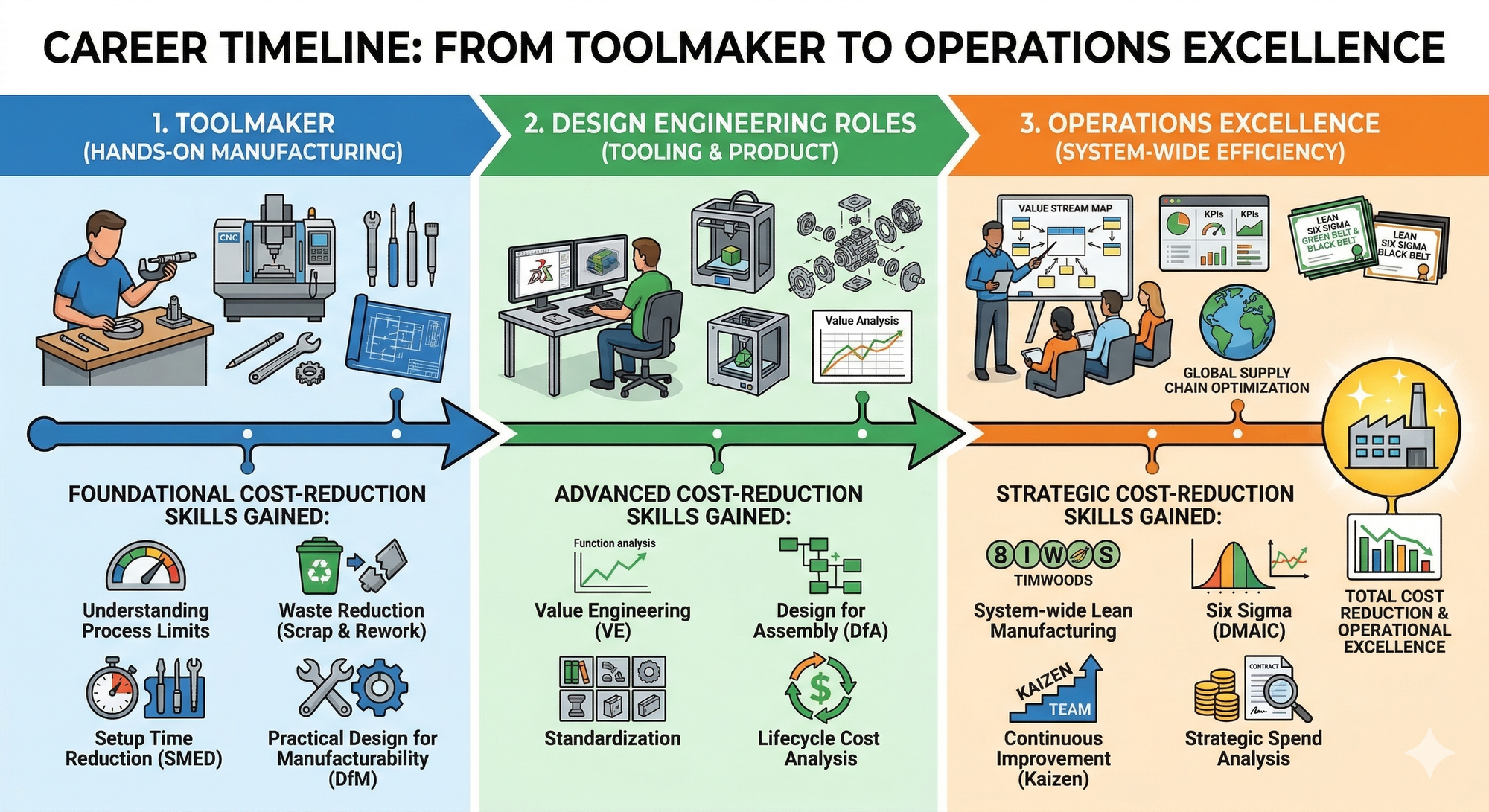
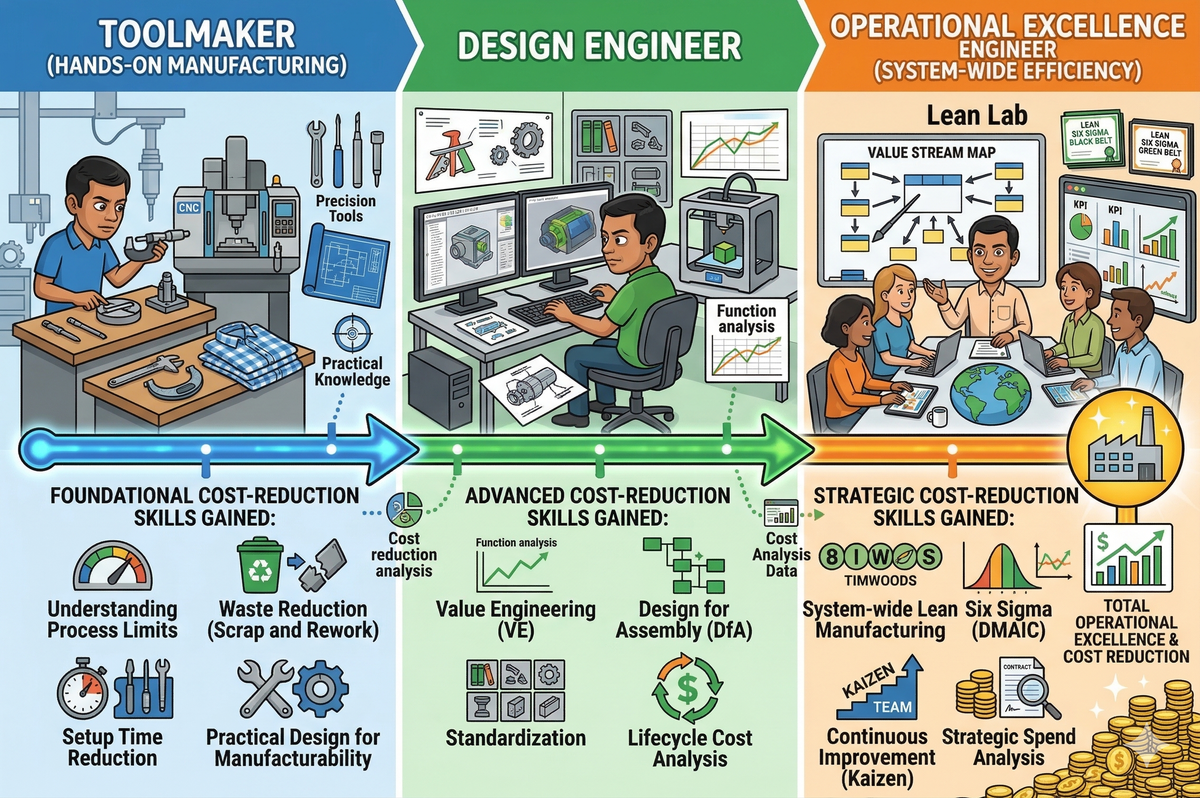
Illustration: A timeline showing the progression from toolmaker through design engineering roles to operations excellence, highlighting the cost-reduction skills gained at each stage.
Phase 3 — R&D Design Engineer (2018–2024)
I joined Alchin Long Group in Sydney as an R&D Design Engineer, working across the full product lifecycle. This is where my engineering skills and business thinking started to merge.
I wasn't just designing products — I was designing for manufacturability, cost, and throughput. My work included:
- Jig and fixture design that reduced operator dependency
- CNC prototyping and 3D printing for rapid iteration
- ERP/PDM integration using Epicor and SharePoint
- Chainwinder hardware development from concept to production
This role taught me that the biggest cost savings don't come from cutting corners — they come from smarter design decisions made before production even begins.
Phase 4 — Operational Excellence Engineer (2024–Present)
The natural evolution. I moved into a dedicated operational excellence role at Alchin Long Group, where I now apply Lean, Six Sigma, and engineering principles to the entire production system.
The results speak for themselves:
| Metric | Result |
|---|---|
| Waste Reduction | 15% |
| Productivity Gain | 10% |
| Production Line Budget (Louvre Line) | Under $50,000 |
| Kanban System | Implemented |
| ERP Workflow Integration | Completed |
| Savings Potential Identified (2024–2026) | $500k–$1.5M/year |
The Ventus Louvre Line is the project I'm most proud of. The business needed a new production line but had a limited budget, high labour dependency, no standardised workflow, frequent errors, and bottlenecks throughout assembly.
I mapped the current state using value stream mapping, designed the future-state workflow, selected only essential equipment, designed custom jigs and fixtures, implemented standardised work, configured ERP routing and BOMs, and commissioned the full line — all for under $50,000.
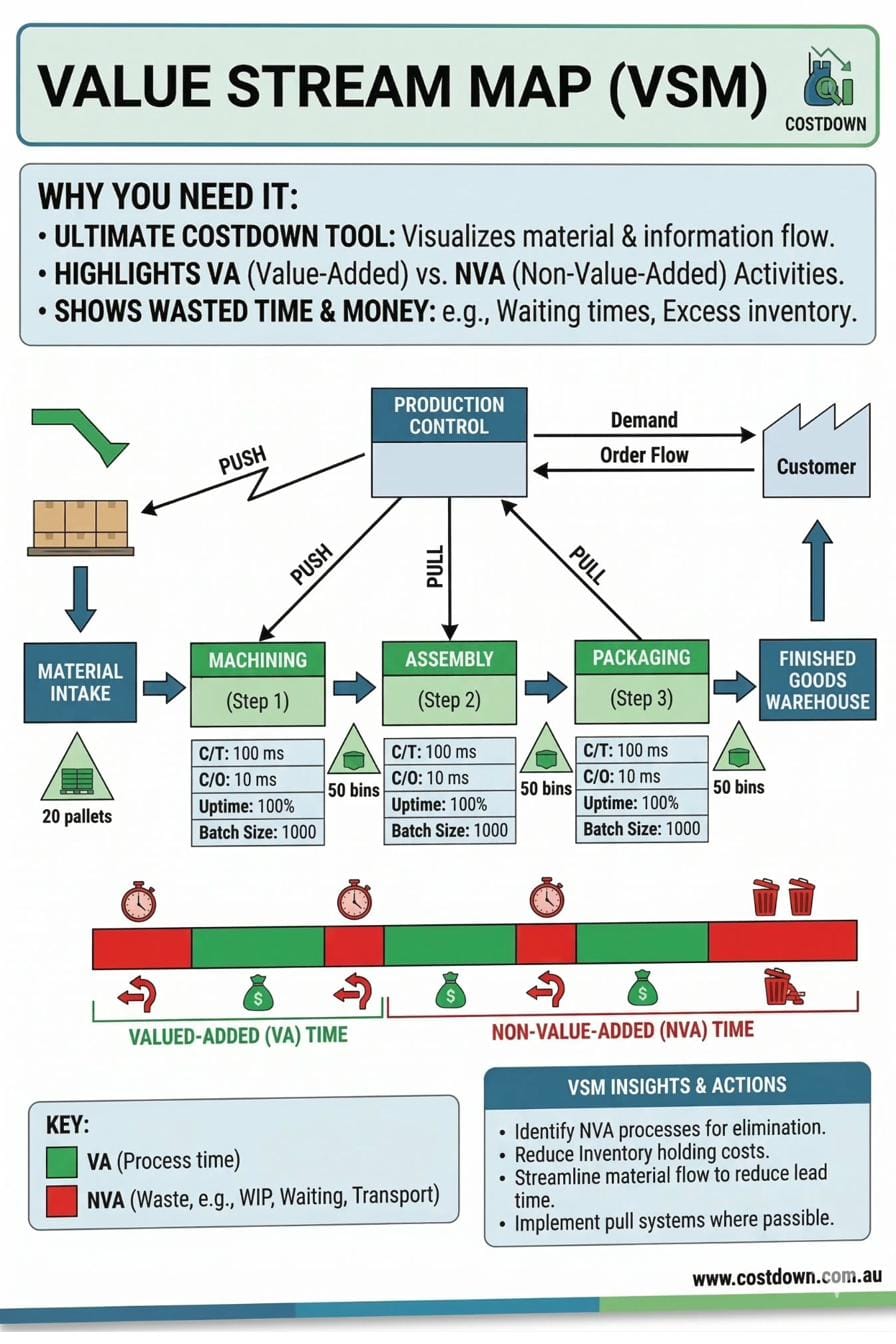
Illustration: Side-by-side current-state and future-state value stream maps showing the reduction in waste, handling, and cycle time for the Ventus Louvre Line.
The Cost of Getting This Wrong
What happens when manufacturers don't have this kind of hands-on operational thinking?
Let's run a simple scenario. Take a mid-sized manufacturer turning over $10M annually with a typical EBITDA margin of 5–8%. That's $500k–$800k in profit. Now consider common inefficiencies:
| Waste Category | Typical Annual Cost (Est.) | Impact on EBITDA |
|---|---|---|
| Scrap & Rework (3–5% of material cost) | $90,000–$150,000 | Directly reduces profit |
| Unplanned Downtime (5–10% of production hours) | $75,000–$150,000 | Lost output, overtime costs |
| Excess Inventory Carrying Cost | $50,000–$100,000 | Ties up cash flow |
| Inefficient Labour Utilisation | $60,000–$120,000 | Paying for movement, not value |
| Total Estimated Hidden Cost | $275,000–$520,000 | Up to 65% of EBITDA |
That's not a rounding error — it's up to two-thirds of your profit walking out the door in waste, rework, downtime, and inefficiency.
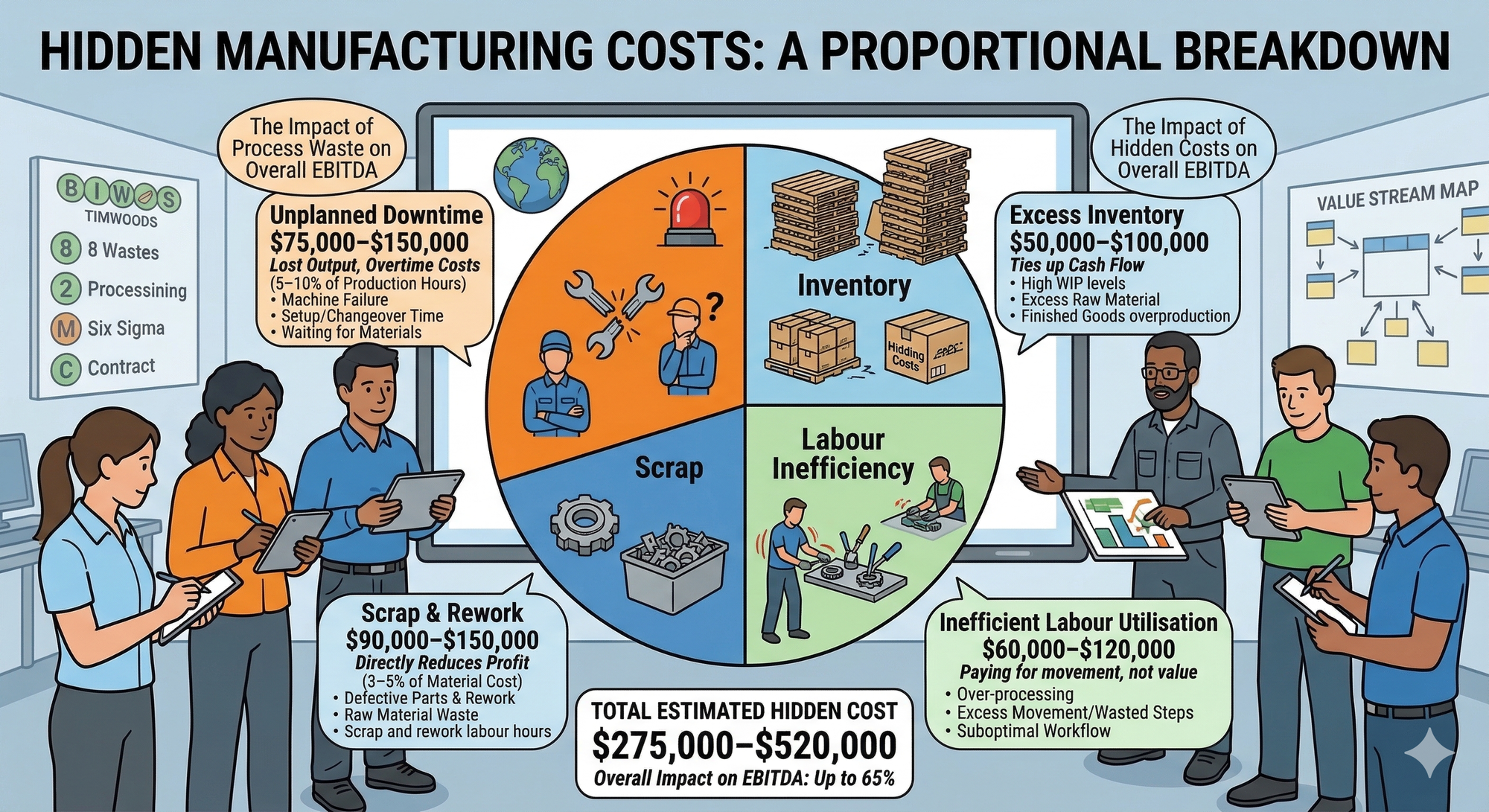
Chart: Pie chart showing the proportional breakdown of hidden manufacturing costs across scrap, downtime, inventory, and labour inefficiency.
What 25 Years Taught Me (And What It Means for Your Business)
Here's what I've distilled from a quarter-century in manufacturing:
1. You can't optimise what you haven't built. Understanding how products are physically made — the tooling, the tolerances, the assembly sequence — is essential for finding real savings. Paper-based analysis misses the shop floor reality.
2. Small, smart changes beat big, expensive ones. The Ventus Louvre Line wasn't a $500k automation project. It was a $50k exercise in clever jig design, error-proofing, and workflow standardisation. The ROI was enormous because the investment was disciplined.
3. Every dollar of waste is a dollar off your profit. Manufacturers tend to chase revenue growth to fix margin problems. But often the fastest path to better cash flow is plugging the leaks you already have. Scrap, rework, excess handling, poor scheduling — these are profit killers hiding in plain sight.
4. Systems thinking beats hero culture. A well-designed production system doesn't rely on one experienced operator holding everything together. It uses standardised work, visual controls, ERP routing, and error-proofing so that the process runs consistently, regardless of who's on shift.
5. Lean and Six Sigma are tools, not religions. I use value stream mapping, DMAIC, Kanban, 5S, SPC, and poka-yoke because they work — not because they're trendy. The goal is always the same: reduce cost, improve cash flow, and build systems that scale.
Why I Built CostDown
After 25 years of doing this work inside companies, I launched CostDown to bring the same hands-on, financially focused approach to small and mid-sized manufacturers across Australia.
Too many SMEs are:
- Losing money to inefficiencies they can't see
- Spending on automation they don't yet need
- Running without standard systems or workflows
- Making decisions without understanding their true cost structure
CostDown exists to fix that. I work with manufacturers turning over $5M–$50M who know they're leaving money on the table but aren't sure where to start. My approach combines engineering depth, operational strategy, and a relentless focus on financial impact.
I don't deliver 80-page reports. I deliver results — typically within weeks, not months.
Takeaway
The best cost reduction advice doesn't come from a textbook. It comes from someone who's been on the factory floor, held the tools, designed the jigs, mapped the processes, and measured the results. My journey from toolmaker to operational excellence engineer is the reason CostDown delivers practical, high-impact outcomes — because every recommendation is grounded in 25 years of real manufacturing experience.
Ready to Find Your Hidden Costs?
If you're running a manufacturing business and suspect you're losing money to waste, rework, or inefficiency, I can help you find it. I offer a short CostDown Audit — a focused review of your operations designed to uncover hidden savings and prioritise quick wins.
No long contracts. No fluff. Just practical advice from someone who's spent 25 years learning where the money goes.