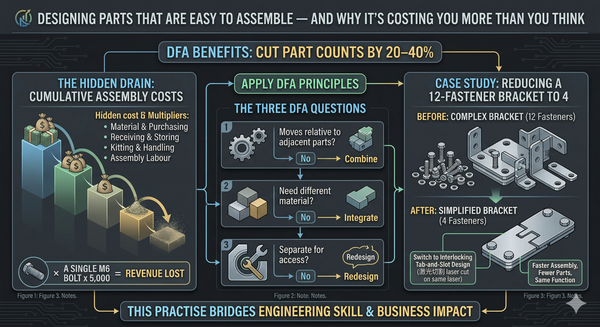
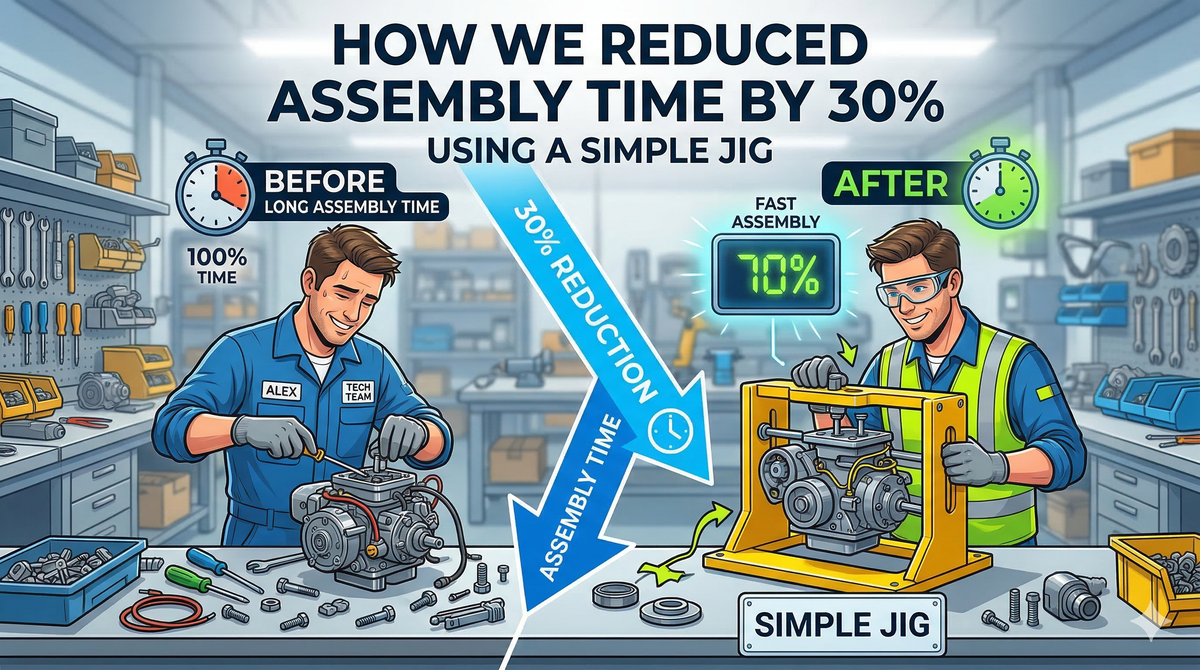
How We Reduced Assembly Time by 30% Using a Simple Jig
A hardware assembly line was losing 8.7 hrs/week and had 8% rework due to poor process design. A $780 jig cut cycle time by 30%, reduced rework by 74%, and saved ~$27.6k/year. Payback in under 11 days.

The Problem: An Assembly Step Nobody Questioned
At a manufacturer producing precision hardware for the window and door industry, one sub-assembly step was quietly bleeding money. The product itself — a geared drive mechanism with an adjustable restrictor and locking element — had recently been redesigned and was performing well under load, torque, and cycle testing. Engineering had done its job.
The shopfloor hadn't caught up.
When I ran time studies on the assembly line, the numbers told a clear story:
- 4.2 minutes per unit — operators were hand-holding parts, using inconsistent positioning, and fighting grip fatigue through every cycle.
- 400 units per week — that's 28 hours of direct labour locked into a single step.
- 8% rework rate — mostly misaligned restrictors and locking mechanism fitment errors.
- Zero documented procedures — every operator had their own method, their own sequence, their own workaround.
Nobody was complaining. That's the trap. When something's always been slow, people stop seeing it as slow. It becomes invisible. It's just "how we do it."
But invisible doesn't mean free.
Cost / Impact Analysis
What the problem was actually costing
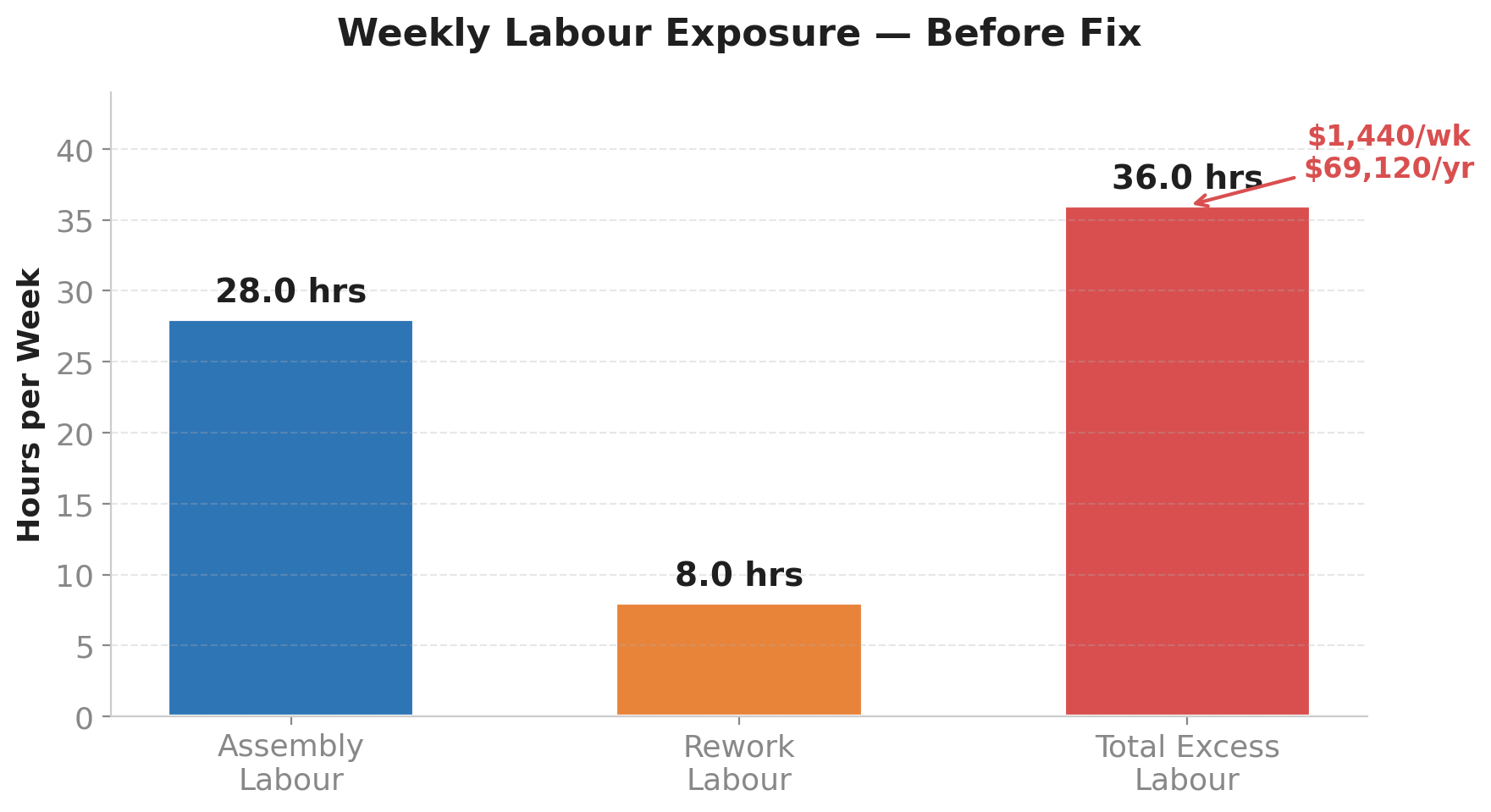
| Metric | Weekly | Annual (48 wks) |
|---|---|---|
| Assembly labour (400 × 4.2 min) | 28.0 hrs | 1,344 hrs |
| Rework units (8% of 400) | ~32 units | ~1,536 units |
| Rework labour (est. 15 min/unit) | 8.0 hrs | 384 hrs |
| Estimated rework material waste | ~$180 | ~$8,640 |
| Total excess labour cost (@ $40/hr loaded) | $1,440 | $69,120 |
The assembly step alone was consuming over $69,000 per year in labour — before factoring in the downstream cost of defects reaching QC, the disruption to scheduling, and the hidden cost of operators developing fatigue-related inconsistencies across a full shift.
The Solution: One Jig, One Standard, One Result
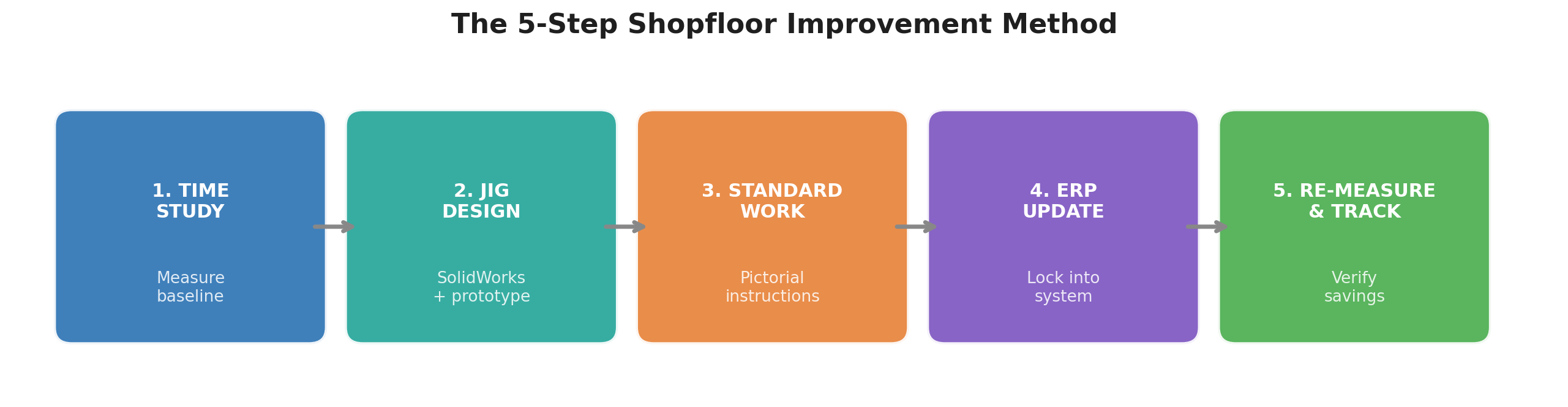
Step 1 — Measure the work (Time Study)
Before touching anything, I ran a structured time study across multiple operators and shifts. This gave me baseline cycle times, identified the specific motions causing delay, and quantified the rework drivers. Without this step, any fix is a guess.
Step 2 — Design the jig (SolidWorks → CNC + 3D Print Trial)
I designed a dedicated assembly fixture — a machined aluminium base plate with three poka-yoke (error-proofing) locating features and a toggle clamp. The design logic:
- Poka-yoke locators — if the part goes in wrong, it physically can't seat in the jig. Misalignment is impossible.
- Toggle clamp — holds everything stable. No hand-holding, no grip fatigue, no positional drift.
- Single method — the jig enforces one assembly sequence. Variation is eliminated.
I prototyped the trial fit using 3D printing before committing to the final CNC-machined version. Total cost: $780.
Step 3 — Write standardised work instructions
Pictorial, step-by-step work instructions were created and posted at the station. No ambiguity. No tribal knowledge. This addressed one of the biggest gaps across the production floor — operators working without documented procedures.
Step 4 — Commission and re-measure
The jig went live. Four weeks later, I re-ran the time study. Results below.
Step 5 — Lock it into ERP
The updated routing and BOMs were entered into the ERP system, so the improvement was embedded in the production system — not just a one-off win that fades when attention shifts.
Results: Before vs. After
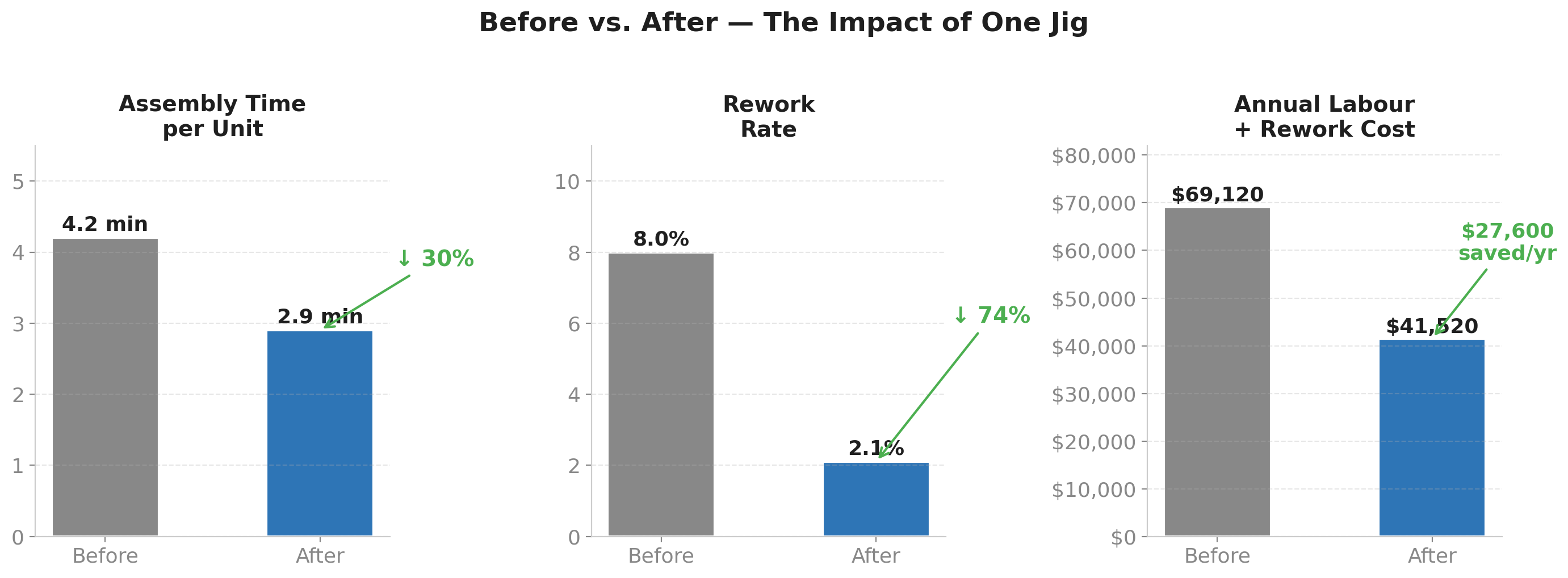
| Metric | Before | After | Impact |
|---|---|---|---|
| Assembly time per unit | 4.2 min | 2.9 min | ↓ 30% |
| Weekly labour (400 units) | 28.0 hrs | 19.3 hrs | − 8.7 hrs/wk |
| Rework rate | 8% | 2.1% | ↓ 74% |
| Defects per week | ~32 units | ~8 units | − 24 units |
| Annual labour saving | — | — | ~$18,200 |
| Annual rework saving | — | — | ~$9,400 |
| Total annual saving | — | — | ~$27,600 |
| Jig investment | — | — | $780 |
| Payback period | — | — | < 11 days |
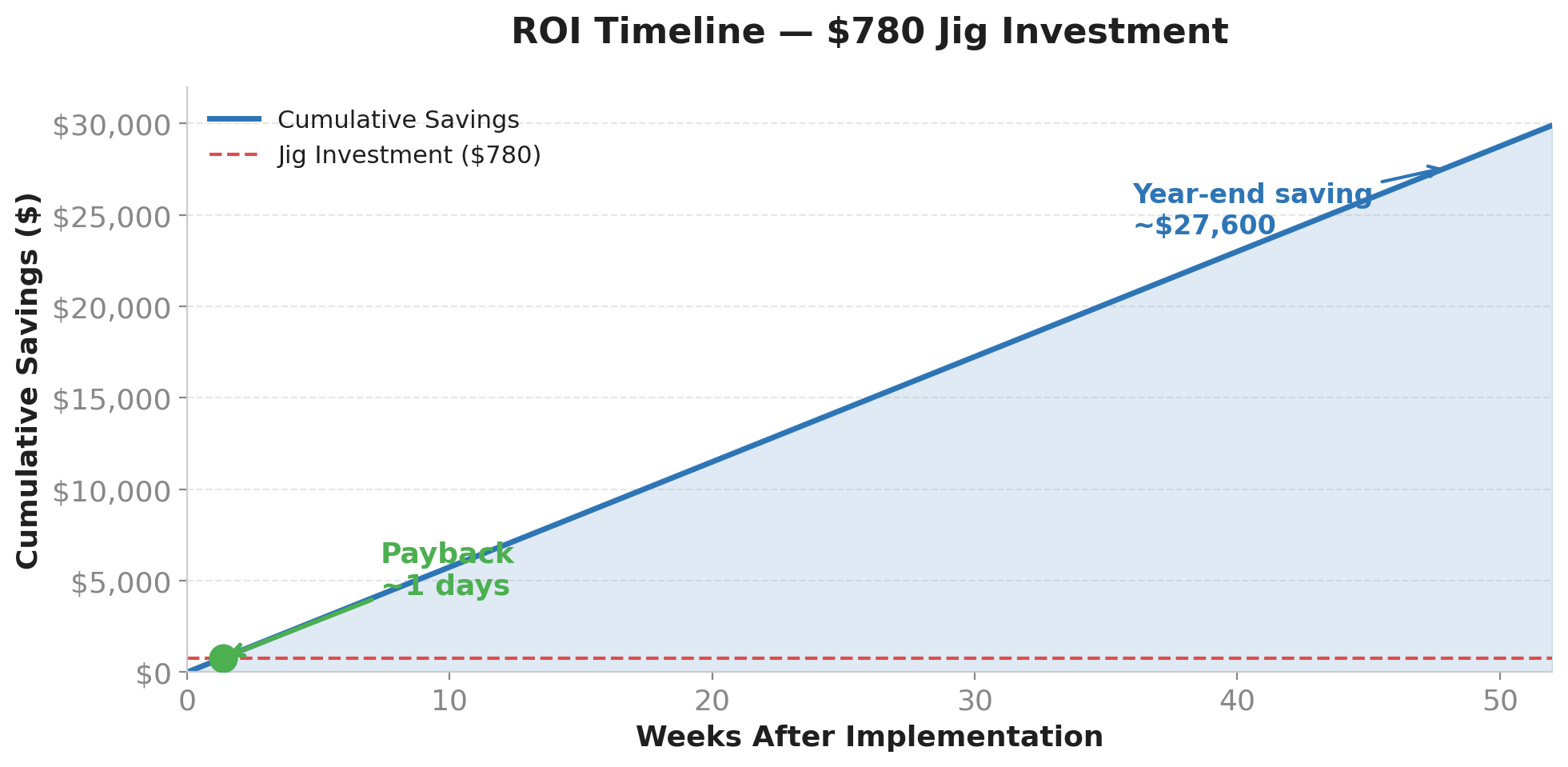
ROI Payback: Combined annual saving of ~$27,600 on a $780 investment = payback in under 11 days. That's not a typo.
Why It Stuck: The System Behind the Jig
A jig on its own fixes nothing. What made this improvement permanent was the system wrapped around it:
- Error-proofing built into the fixture — not left to operator judgement. You can't assemble it wrong.
- Standardised work instructions — documented, visual, posted at the station. No variation between shifts.
- Time study data created accountability — once you measure something, it's no longer invisible. The team could see their own improvement in real numbers.
- ERP integration locked it in — updated routings and BOMs mean the improvement lives in the production system, not in one person's head.
Without these four elements, the jig is just a nice piece of aluminium. With them, it's a permanent cost reduction.
The Bigger Picture
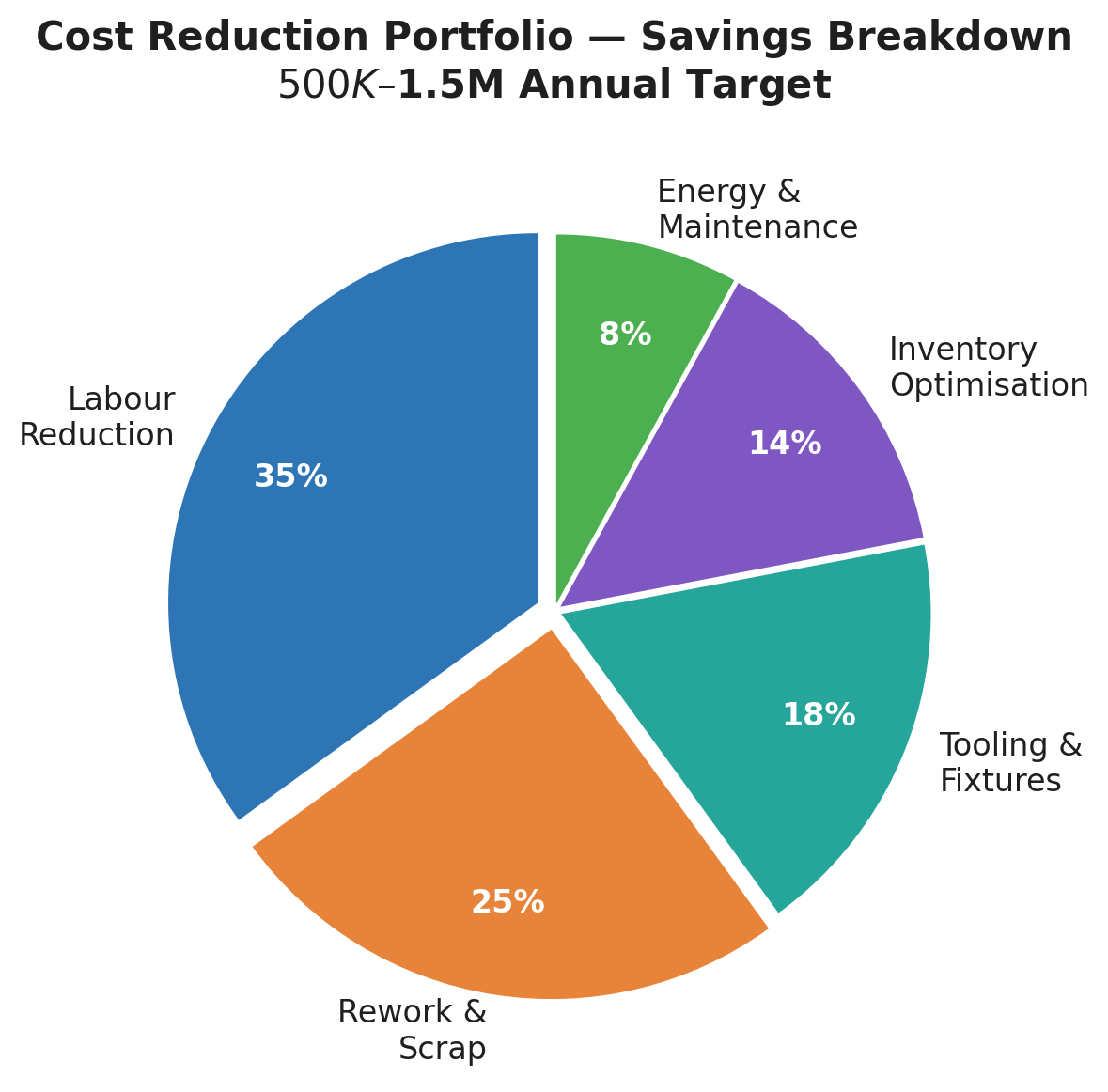
This jig fix was one line item in a broader cost reduction program targeting $500K–$1.5M in annual savings. The same methodology — walk the floor, measure the work, find the constraint, design the fix, track the result — applies across every production cell.
At the same facility, the same approach delivered:
- A complete production line commissioned for under $50K using low-cost tooling, takt-time-based flow design, and visual controls.
- A 15% waste reduction and 10% productivity gain across the wider operation through Kanban implementation and data-driven bottleneck analysis.
- A 25% improvement in CNC workflow productivity through fixture optimisation at a sister operation.
The pattern is always the same: the biggest savings are hiding in the work nobody's measured yet.
Key Takeaway
You don't need a six-figure automation project to make a real dent in your production costs. You need a time study, a clear-eyed look at where labour and rework are bleeding money, and the discipline to design a fix that's built into the system — not dependent on any one operator getting it right.
Measure. Fix. Standardise. Track. Repeat.
That's how cost comes out of a manufacturing business — permanently.
Five Things You Can Do This Week
- Pick your slowest assembly step and time it properly. Stopwatch, multiple operators, multiple cycles. Write down the real number.
- Count your rework on that step for one week. Units, minutes, material. Put a dollar figure on it.
- Ask: what's the cheapest physical change that would eliminate the most common error? A jig? A locator? A simple clamp?
- Write one work instruction — pictorial, step-by-step — for that station. Post it where operators can see it.
- Update your ERP routing to reflect the improved method. If the fix isn't in the system, it's not real.
If you want help identifying cost leaks in your production line, I offer a short CostDown Audit — a structured walkthrough that uncovers hidden savings in labour, rework, and workflow. No fluff. Just numbers and a clear action plan.