Lean Is Not 5S — It's Much More Than That
Many Australian manufacturers think they’ve “done Lean” after 5S. But 5S is just the entry point—not the system. Real gains in cost, cash flow, and competitiveness come from applying Lean as a full operating philosophy, not a one-off exercise.

The Problem: Confusing a Tool for the Whole System
I've walked through dozens of manufacturing workshops across Australia where the owner proudly tells me they're "running Lean." Then I look around and see labelled shelves, colour-coded bins, and a faded 5S audit sheet pinned to the noticeboard — and not much else.
Here's the uncomfortable truth: 5S is the most basic, most foundational Lean tool. It's Sort, Set in Order, Shine, Standardise, Sustain. It organises your workplace. It reduces searching time. It's necessary — but it's the starting line, not the finish.
One of the largest misconceptions in manufacturing management today is that Lean tools in and of themselves will produce significant productivity improvements. Applying Lean tools solely as tools — without the underlying philosophy — does not yield the process improvement that most organisations are trying to achieve.
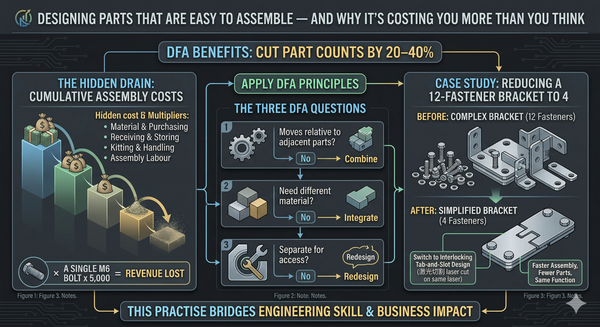
If your entire Lean journey started and stopped with a 5S blitz, you've barely scratched the surface. And you're leaving tens of thousands of dollars on the table every year.
What 5S Actually Is — And What It Isn't
5S was originally presented by Hiroyuki Hirano and is considered a fundamental building block of any Lean organisation. It creates a safe, orderly workplace where everything needed to perform for your customer is readily accessible.
The 5S Steps:
| Step | Japanese | Purpose |
|---|---|---|
| Sort | Seiri | Remove unnecessary items from the workspace |
| Set in Order | Seiton | Organise remaining items for easy access |
| Shine | Seiso | Clean the work area and equipment regularly |
| Standardise | Seiketsu | Create procedures to maintain the first three steps |
| Sustain | Shitsuke | Build the discipline to keep it going every day |
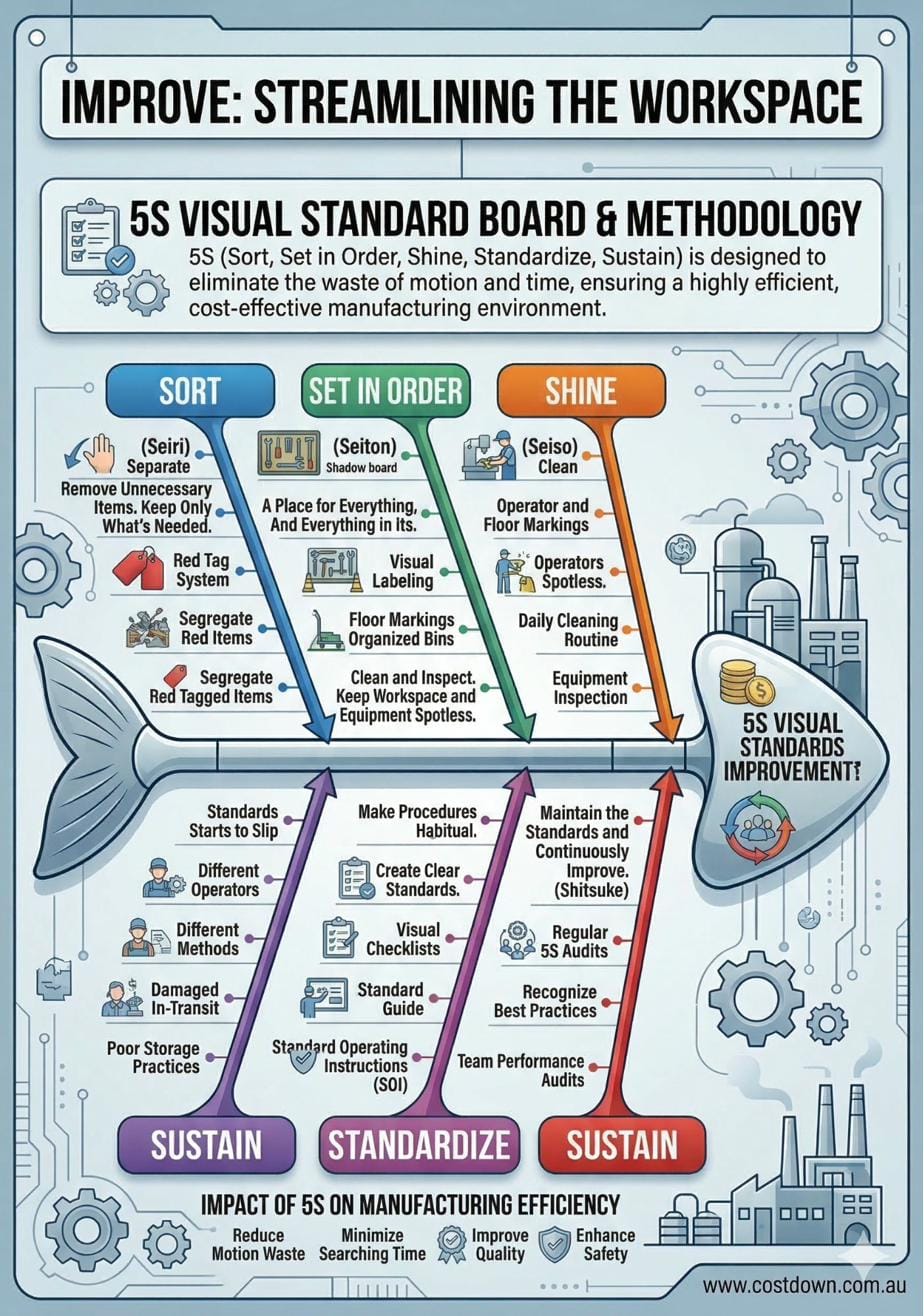
5S is important. Without an organised, standardised workspace, it's very difficult to establish continuous flow — the Holy Grail of any production process. But here's the critical distinction most people miss:
5S is a tool. Lean is an operational philosophy.
And the gap between a single tool and a full philosophy is where most of your money is hiding.
The Cost of Stopping at 5S
Let me show you what a typical SME manufacturer leaves on the table when they treat 5S as the whole programme.
| Lean Element | What It Addresses | Typical Annual Savings (SME) | Addressed by 5S Alone? |
|---|---|---|---|
| 5S Workplace Organisation | Searching time, clutter, safety | $5,000–$15,000 | Yes |
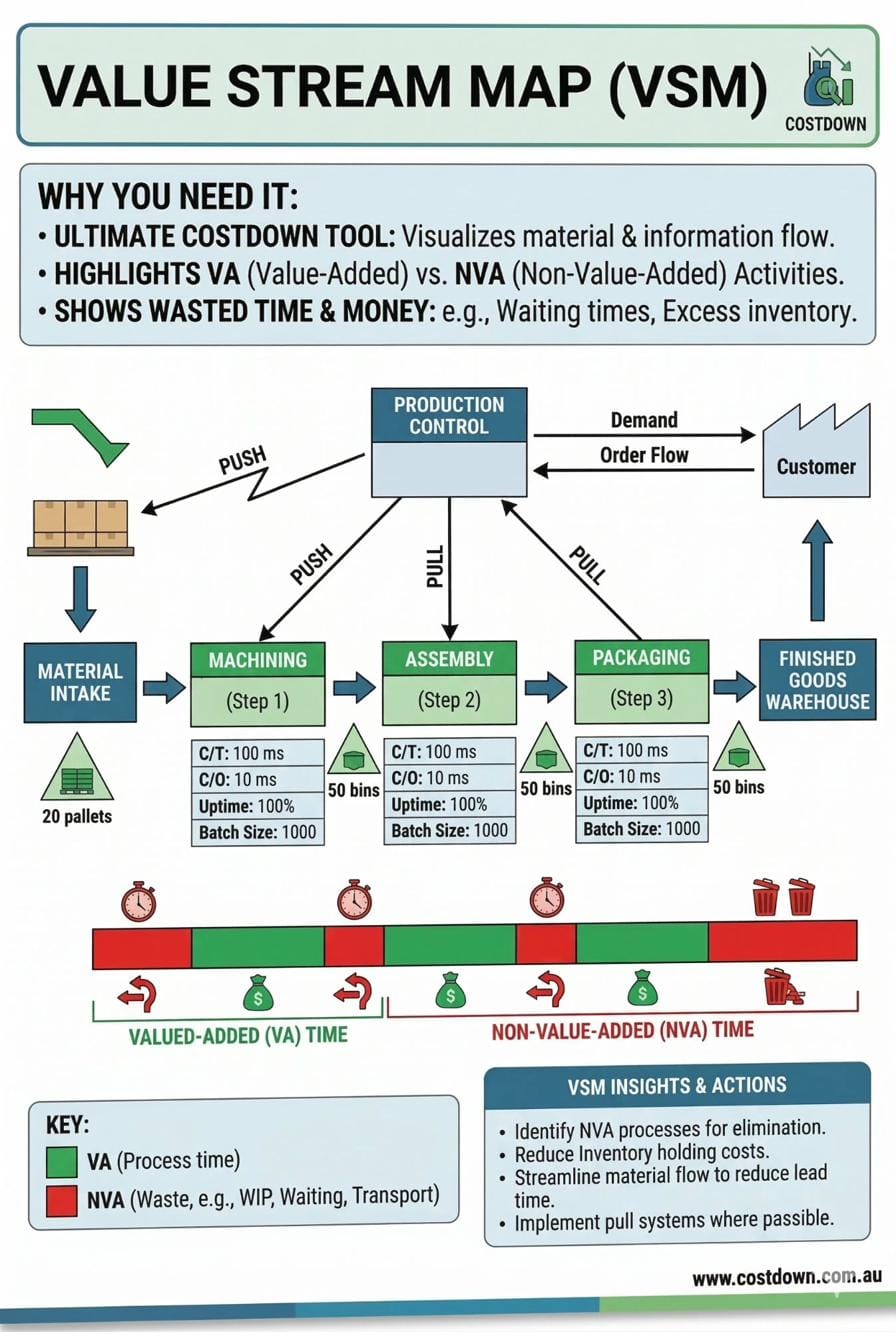
| Value Stream Mapping (VSM) | End-to-end process waste, lead time | $20,000–$80,000 | No |
| Kanban / Pull Systems | Overproduction, excess inventory, cash flow | $30,000–$100,000+ | No |
| DMAIC Problem Solving | Recurring defects, rework, scrap | $15,000–$60,000 | No |
| Kaizen (Continuous Improvement) | Incremental gains across all areas | $10,000–$50,000/year | No |
| OEE (Overall Equipment Effectiveness) | Machine downtime, speed losses, quality losses | $20,000–$80,000 | No |
| Mistake Proofing (Poka-Yoke) | Defect prevention, rework elimination | $10,000–$40,000 | No |
| Takt Time / Line Balancing | Labour efficiency, bottleneck elimination | $15,000–$50,000 | No |
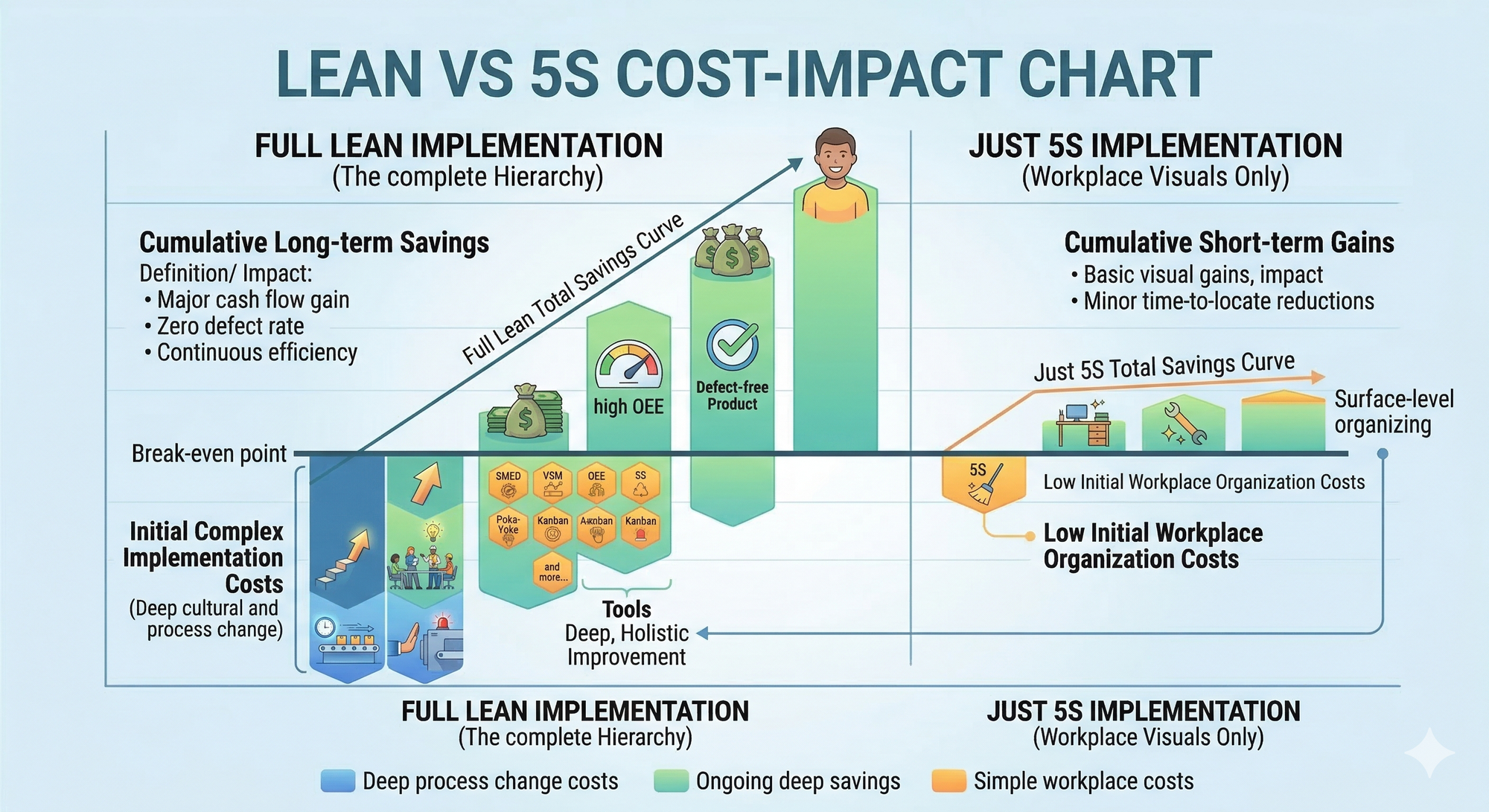
Conservative estimate: a small manufacturer doing $2–5M in revenue who stops at 5S captures maybe $10,000–$15,000 in annual savings. The same business running a proper Lean operating system could be pulling $100,000–$300,000 in waste out of their operations every year.
That's cash flow. That's margin. That's the difference between surviving and growing.
What Real Lean Looks Like
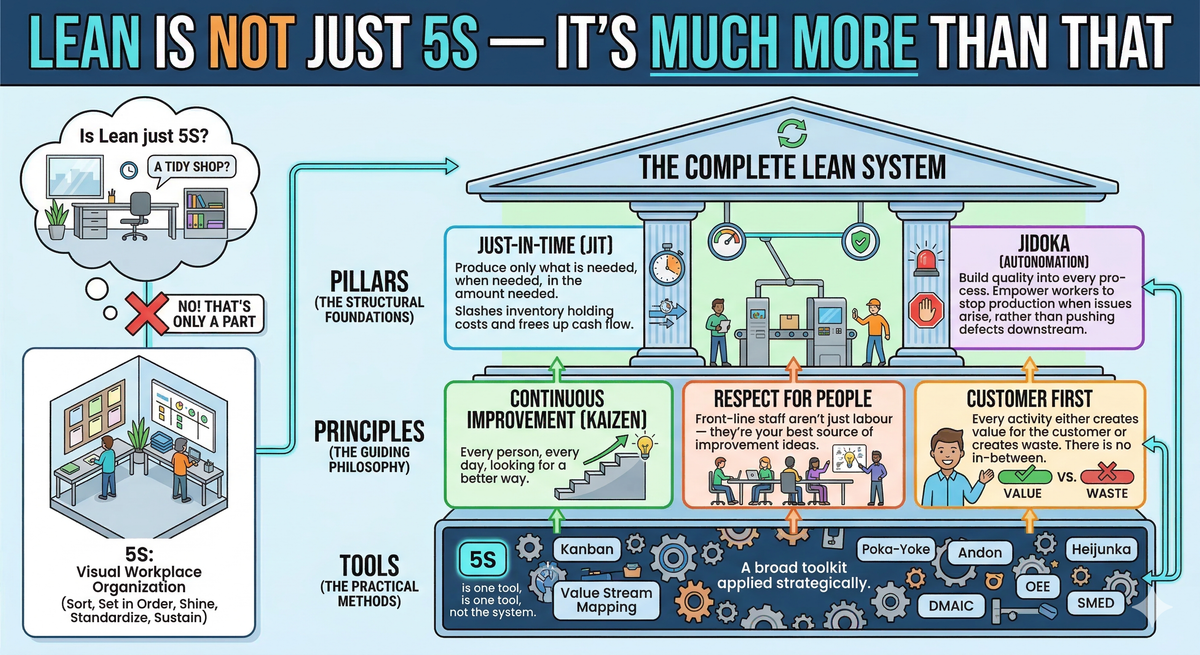
The Toyota Production System — the origin of Lean — distinguishes clearly between tools, principles, and pillars. Understanding this hierarchy is essential if you want to stop playing at Lean and start profiting from it.
The Lean Hierarchy
Pillars (the structural foundations):
- Just-in-Time (JIT): Produce only what is needed, when it is needed, in the amount needed. This slashes inventory holding costs and frees up cash flow.
- Jidoka (Autonomation): Build quality into every process. Empower workers to stop production when issues arise, rather than pushing defects downstream.
Principles (the guiding philosophy):
- Continuous Improvement (Kaizen): Every person, every day, looking for a better way.
- Respect for People: Front-line staff aren't just labour — they're your best source of improvement ideas.
- Customer First: Every activity either creates value for the customer or creates waste. There is no in-between.
Tools (the practical methods):
- 5S, Kanban, Value Stream Mapping, DMAIC, Poka-Yoke, Andon, Heijunka, OEE, SMED, and more.
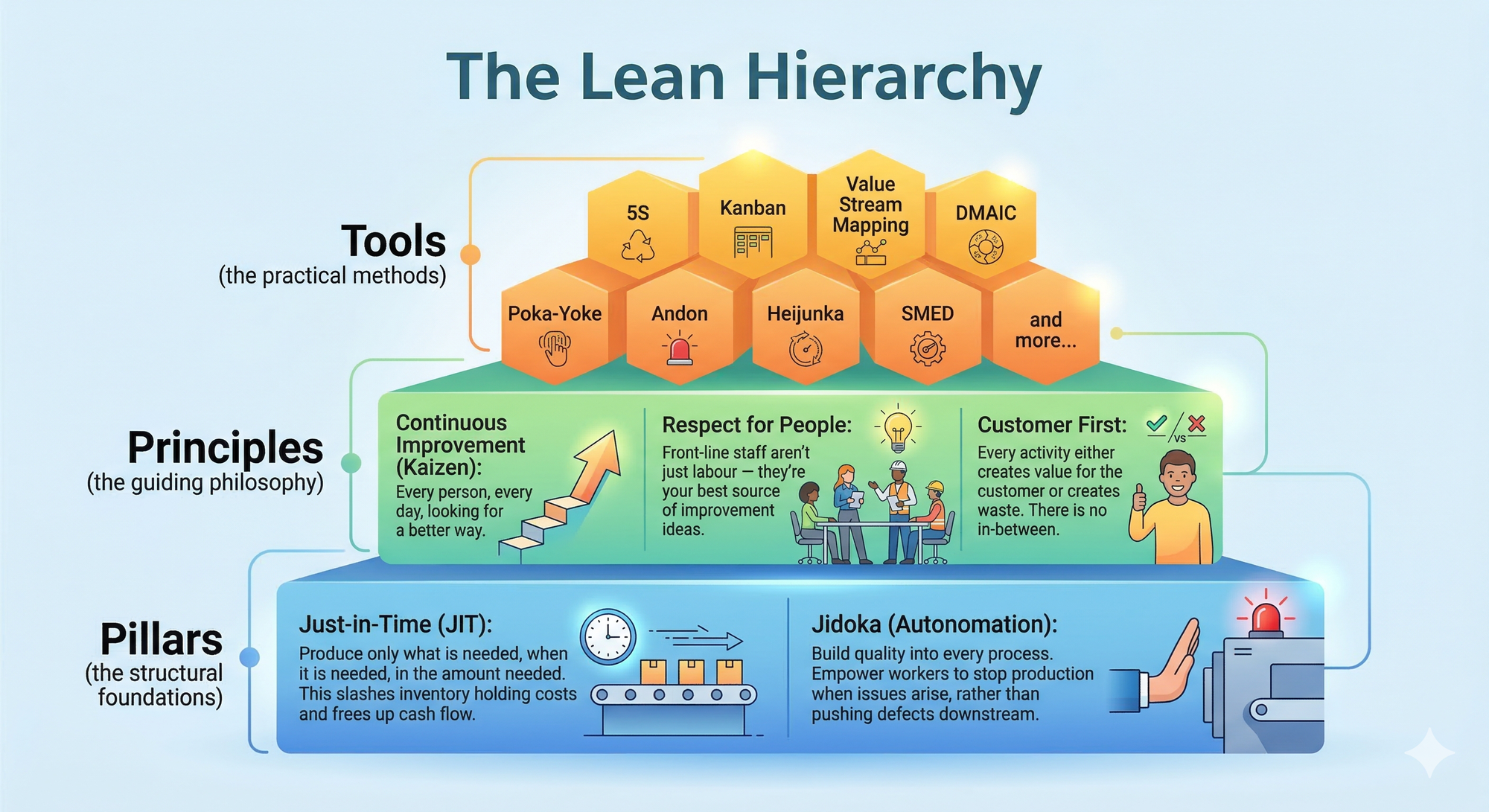
Here's the key insight: tools without principles are just housekeeping. Principles without tools are just talk. You need both — and you need the pillars to hold the whole system together.
The Five Core Principles of Lean
If you take nothing else from this article, understand the Five Lean Principles first articulated by Womack and Jones. These are the framework that turns a set of disconnected tools into a cost reduction machine:
1. Specify Value Define what your customer is actually willing to pay for. Everything else is waste.
2. Map the Value Stream Trace every step — from raw material to delivered product — and separate value-adding steps from non-value-adding steps. This is where the money becomes visible.
3. Create Flow Rearrange the remaining steps so work moves smoothly without interruptions, batching delays, or bottlenecks.
4. Establish Pull Stop producing to forecast. Let actual customer demand trigger production. This alone can free up significant cash tied in work-in-progress and finished goods inventory.
5. Pursue Perfection Never stop improving. The standard today is the baseline for tomorrow.
The 8 Wastes: Where Your Money Actually Goes
Lean identifies eight categories of waste — remembered by the acronym DOWNTIME. 5S only directly addresses one or two of these (Motion and, partially, Waiting). The other six require the broader Lean toolkit.
| Waste | What It Looks Like | Lean Tool to Address It |
|---|---|---|
| Defects | Rework, scrap, failed inspections | Poka-Yoke, DMAIC, Root Cause Analysis |
| Overproduction | Making more than the customer ordered | Kanban, JIT, Pull Systems |
| Waiting | People or machines idle between steps | Value Stream Mapping, Line Balancing |
| Non-utilised Talent | Ignoring operator knowledge and ideas | Kaizen, Gemba Walks |
| Transportation | Unnecessary movement of materials | Cellular Manufacturing, Layout Redesign |
| Inventory | Excess raw, WIP, or finished goods | Kanban, JIT, Supermarket Systems |
| Motion | Unnecessary physical movement by people | 5S, Cellular Manufacturing |
| Extra-processing | Doing more work than the customer requires | Value Analysis, Standard Work |
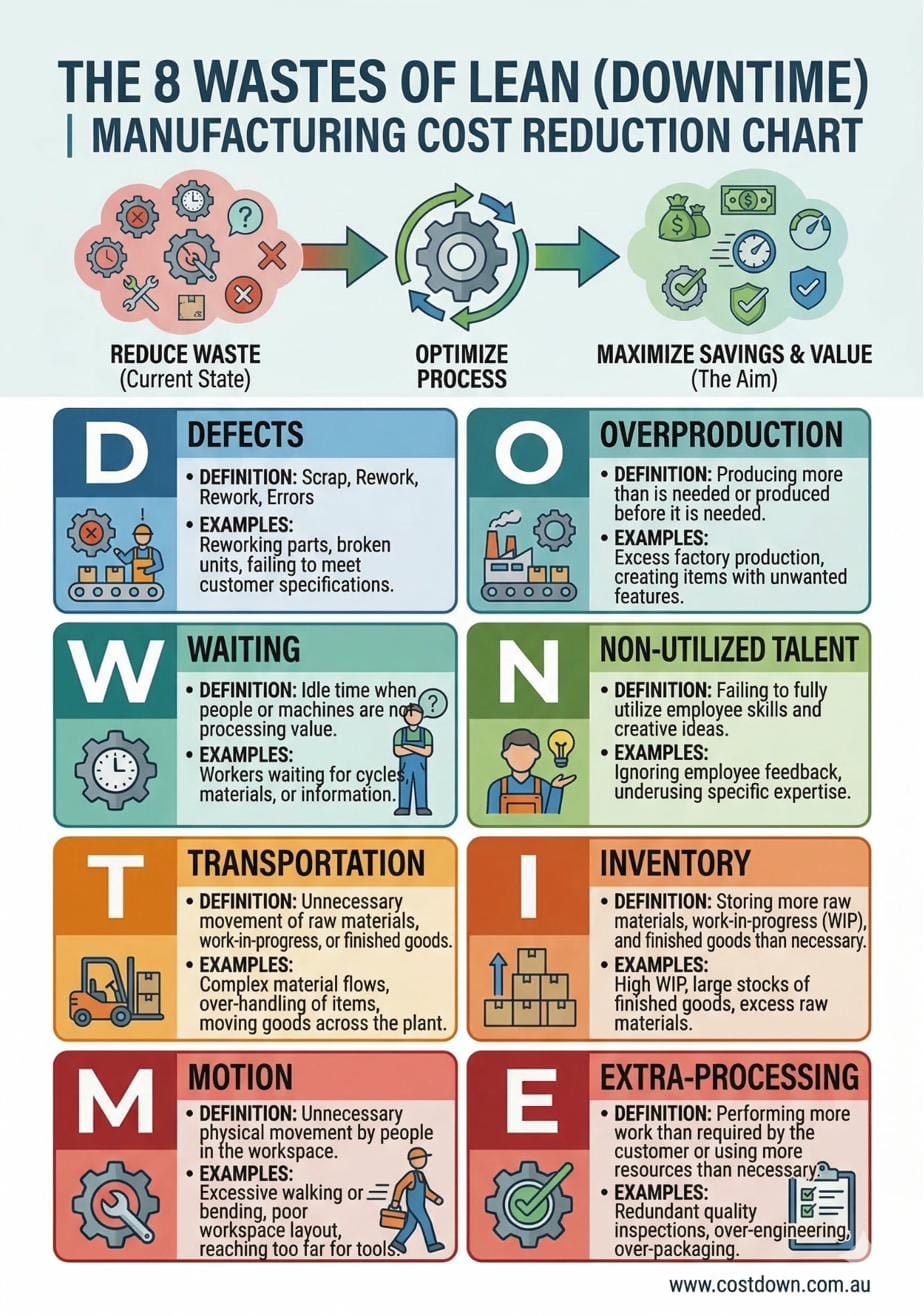
If you're only running 5S, you're really only addressing Motion waste — the time your people spend walking, reaching, and searching. That's important, but it's one piece of an eight-piece puzzle.
What to Do Instead: A Practical Lean Roadmap for SME Manufacturers
Here's the approach I recommend to my clients. It follows a logical progression, each step building on the last:
Phase 1: Foundation (Months 1–2)
- Run a proper 5S programme across the whole facility — not just the workshop floor. Include offices, storerooms, and vehicles.
- Train all staff in the 8 Wastes so everyone can spot waste, not just management.
- Walk the floor (Gemba Walk) and document what you see.
Phase 2: Visibility (Months 2–4)
- Map your core value stream from order to delivery.
- Identify where value-added time sits versus non-value-added time. In most SMEs, value-added time is less than 5% of total lead time.
- Quantify the cost of your biggest wastes — in dollars, not percentages.
Phase 3: Flow and Pull (Months 4–8)
- Implement Kanban or pull signals for your highest-volume products.
- Reduce batch sizes where possible to improve flow.
- Address the top 3 bottlenecks identified in your value stream map.
Phase 4: Problem Solving (Ongoing)
- Use DMAIC for your recurring quality and efficiency problems.
- Run focused Kaizen events — short, sharp improvement sprints targeting specific problems.
- Track OEE on your key equipment to drive maintenance and uptime improvements.
Phase 5: Culture (Always)
- Make continuous improvement part of the daily rhythm, not a quarterly event.
- Involve operators in improvement decisions — they see the waste every day.
- Celebrate small wins. Review. Adjust. Repeat.
Real-World Application
In my own work, I've implemented Kanban systems, designed and commissioned a full production line for under $50,000, delivered 15% waste reduction with a 10% productivity gain, and integrated ERP workflows to eliminate information waste — all by applying Lean as a system, not just a single tool.
The Ventus Louvre Line project is a good example: it wasn't just about cleaning up a workspace. It required value stream analysis, workflow redesign, jig and fixture engineering, error reduction, and cycle time improvement — all working together. The result was a scalable, low-error production system built on Lean principles, not just tidy benches.
That's the difference between 5S and Lean.
Takeaway
5S is a necessary starting point — but if your Lean journey begins and ends with labelled shelves and clean floors, you're capturing maybe 10% of the available savings. The real operational leverage — the kind that improves cash flow, reduces lead times, and builds competitive advantage — comes from adopting Lean as an operating philosophy: value stream thinking, pull systems, continuous improvement, and respect for the people doing the work.
Don't confuse the entry door with the whole building.
Ready to Go Beyond 5S?
If your business has done the 5S basics but you're still dealing with high WIP, long lead times, recurring defects, or cash tied up in inventory — there's likely $50,000–$200,000 in waste hiding in your operations.
I offer a short CostDown Audit to walk your floor, map your value stream, and identify where the real savings are. No fluff. No theory for theory's sake. Just practical, dollar-focused improvement.